Hizmetler
Test Hizmetleri
1- TEST HİZMETLERİ
1.1- Tahribatsız Muayene
1.1.1- Görsel Muayene
Kaynakların gözle kontrolü muayene yöntemlerinin en etkili olanıdır. Muayenelerin konusunda tecrübe sahibi uzmanlar tarafından yapılması, işletmelerin ve yatırımcıların sorun yaratacak hataları erken teşhis etmelerini ve işletmelerinin düşük maliyetle önlem almalarına olanak sağlar. Zaman zaman büyüteç, endoskop, boroskop gibi yardımcı ekimanlar kullanılmaktadır. Bu sebeple bünyemizdeki EN 9712’ye göre ve ASNT TC 1A’ya göre kalifiye edilmiş seviye 2 ve seviye 3 uzmanlarla yurtiçi ve yurtdışı hizmet vermekteyiz.
Görsel Muayenes EN, ASME, AWS, API standartlarına göre Türkak ISO/IEC 17020 akreditasyonu altında yürütülmektedir.
1.1.2- Penetrant Test
Sıvı penetrant testi yüzey hatalarının tayini için etkin bir yöntemdir. Uygulanacak yüzeylerin yağ, pas ve kirden arındırılmış olması gerekmektedir. Yüzeyin temizlenmesi, penetrant sıvısının uygulanması, kontrast oluşması ve sonucun gözlemlenmesi yaklaşık 1 saatte tamamlanarak muayeneden sonuç alınmaktadır.
Bu konuda EN 9712 ve ASNT TC 1A’ya göre seviye 2 ve seviye 3 uzmanlarımızla hizmet vermekteyiz.
Sıvı Penerant Muayenesi EN, ASME, AWS, API standartlarına göre Türkak ISO/IEC 17020 akreditasyonu altında yürütülmektedir.
1.1.3- Manyetik Parçacık Test
Manyetik Parçacık Testi ferro manyetik parçalar üzerindeki yüzey ve yüzey altı hatalarının tayini için etkin bir yöntemdir. Uygulanacak yüzeylerin yağ, pas ve kirden arındırılmış olması gerekmektedir. Yüzeyin temizlenmesi, manyetik toz solüsyonunun uygulanması sonucunda muayeneden hemen sonuç alınmaktadır.
Bu konuda EN 9712 ve ASNT TC 1A’ya göre seviye 2 ve seviye 3 uzmanlarımızla hizmet vermekteyiz.
Manyetik Parçacık Testi EN, ASME, AWS, API standartlarına göre Türkak ISO/IEC 17020 akreditasyonu altında yürütülmektedir.

1.1.4- Ultrasonik Muayene
Ultrasonik muayene hataların tespitinde ses demetinin hataya ulaşıp yansıması mantığıyla hatayı tespit eder. 8mm. üstü kalınlıklarda etkili bir hacimsel muayene yöntemidir. Pürüzsüz yüzeylerde uygulanabilir.
Laminasyonda ultrasonik muayene ile tespit edilir. Sahip olduğumuz ultrasonik hata dedektörleri (Krautkramer, Karl Deutsch, Dakota) bünyemizdeki EN 9712 ve ASNT TC 1A’ya göre seviye 2 ve seviye 3 uzmanlarımız tarafından kullanılarak raporlama yapılmaktadır.
Ultrasonik Muayene EN, ASME, AWS, API standartlarına göre Türkak ISO/IEC 17020 akreditasyonu altında yürütülmektedir.
1.1.5- Ultrasonik Kalınlık Ölçümü
Malzeme kalınlığının referans ses hızına göre ses ile kalınlık ölçümünün yapılmasıdır. Yüksek hassasiyette sonuç verir. Boya üstünden de ölçüm yapılabilir. Sahip olduğumuz ultrasonik kalınlık ölçerler (Krautkramer, Karl Deutsch, Dakota) bünyemizdeki EN 9712 ve ASNT TC 1A’ya göre seviye 2 ve seviye 3 uzmanlarımız tarafından kullanılarak raporlama yapılmaktadır.
Ultrasonik Muayene EN, ASME, AWS, API standartlarına göre Türkak ISO/IEC 17020 akreditasyonu altında yürütülmektedir.
1.1.6- Radyografik Muayene
Radyografik muayene en etkili hacimsel muayene metodlarından biridir.
Gamma ve Xray Radyasyon dalgalarının muayene edilecek parçanın içinden geçerek görüntünün film üzerine yansıtılmasıdır. Kontrol edilen malzeme içindeki yoğunluk farklılıkları sayesinde hata tespitleri yapılır. Malzeme içindeki yapı bozuklukları nedeni ile farklı miktarda soğurulan ışınların yansımalarıda farklı görüntüler oluşur. Gerçekte film üzerine yansıyan görüntü malzemeden geçen ışının yarattığı Gölge görüntüsüdür.
1.1.7- Time Of Flight Diffraction (TOFT) ve Phased Array Ultrasonic (PAUT) Muayenesi
Phased Array Ultrasonik (PAUT) yöntemi ile muayene parçasının 3 boyutlu kontrolü yapılarak görsel olarak değerlendirilmesi sağlanırMetalik malzemeler, kaynak, turbin parçaları, demiryolu komponenetleri, uçak parçaları gibi karmaşık parçalar yüksek hassasiyetle muayene edilir.
TOFT (Time Of Flight Diffraction) muayenesi alıcı ve verici probun muayene edilecek parçanın üzerine yerleştirilmesiyle gerçekleştirilir. Sesin malzeme içindeki yansımaları ve hareketi gözlemlenir. Hata tespiti ve boyutlandırması yüksek hassasiyetle yapılır. Bu yönetmle hataların haritası çıkartılır.
1.1.8- Eddy Current Muayenesi (Girdap Akımları Muayenesi)
Manyetik alan oluşturularak parça yüzeyindeki ve hacimsel hataların tespiti için kullanılır. Muayene parças içindeki hata manyetik alanda bozulmaya sebep olur ve bu bozunmanın yorumlanması ile girdap akım muayene raporlaması yapılır. Elektrik iletkenliğine sahip malzemelerde kullanılabilir.
1.1.9- Portatif Sertlik Testi
Malzemelerin bulunduğu yerde sertlik testi yapılmasına olanak sağlayan muayene yöntemidir. Hem ultrasonik hem konvansiyonel yöntemle sertlik ölçümü yapabilmekteyiz. Ölçümlerimiz Rockwell, Hradness veya Brinell birimleriyle raporlanabilir.
Özellikle ısıl işlem sonrası ısıl işlemin etkinliği tarafımızdan portatif sertlik testi ile kontrol edilebilir.
1.1.10- Vacum Testi
Depolama tanklarının taban kaynaklarının sızdırmazlık kontrolü için uygulanan etkin bir yöntemdir. API 650 ve API 653 standartlarına göre tecrübeli personelimiz tarafından taban bindirme ve alın kaynaklarına uygulanabilir. Kendi geliştirdiğimiz köşe kaynak aparatlarımızla donam cidar kaynaklarına da uygulanabilmektedir.
1.1.11- Helyum ile sızdırmazlık testi
Hassas seviyede sızdırmazlık istenen ürünlerin sızdırmazlık kontrolü hava veya su yerine helyum gazı kullanılarak yapılır. Helyum ile yapılan kaçak kontrolü micron seviyesindeki hassasiyetle yapılarak raporlanır.
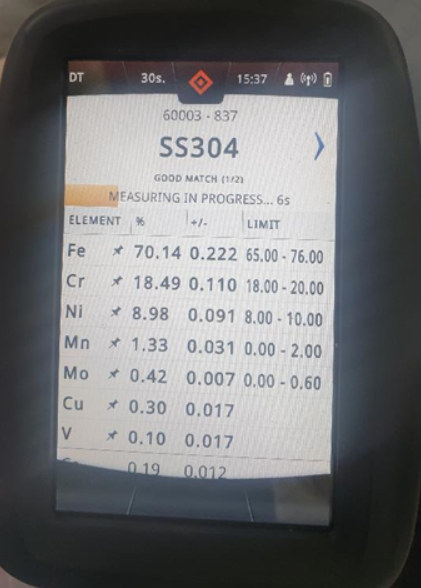
1.1.12- PMI (Positive Material Identification)
Malzemenin içindeki kimyasal alaşımların tespiti için kullanılır. Bünyemizde bulunan mobil X ışın spektrometre ile malzemelerinin kimyasal analizini yaparak raporlayabiliriz. Muayene personellerimiz cihaz üreticisi tarafından eğitim almış ve yeterlilik almıştır. Özellikle paslanmaz malzemelerin ayırt edilmesinde etkili bir yöntemdir.
- Görsel Muayene
- Penetrant Testi
- Manyetik Parçacık Test
- Ultrasonik Muayene
- Ultrasonik Kalınlık Ölçümü
- Radyografik Muayene
- Time Of Flight Diffraction (TOFT) ve Phased Array Ultrasonic (PAUT) Muayenesi
- Eddy Current Muayenesi (Girdap Akımları Muayenesi)
- Portatif Sertlik Testi
- Vacum Testi
- Helyum İle Sızdırmazlık Testi
- PMI (Positive Material Identification)
- Total Station İle Hassas Ölçü Kontrolü
- NFR-28 Muayene talep formu